

Product Categories
contact us
0310-7180158
0310-7180088
电话:0310-7180158 7180088
传真:0310-7180887
邮箱:business@hddashun.com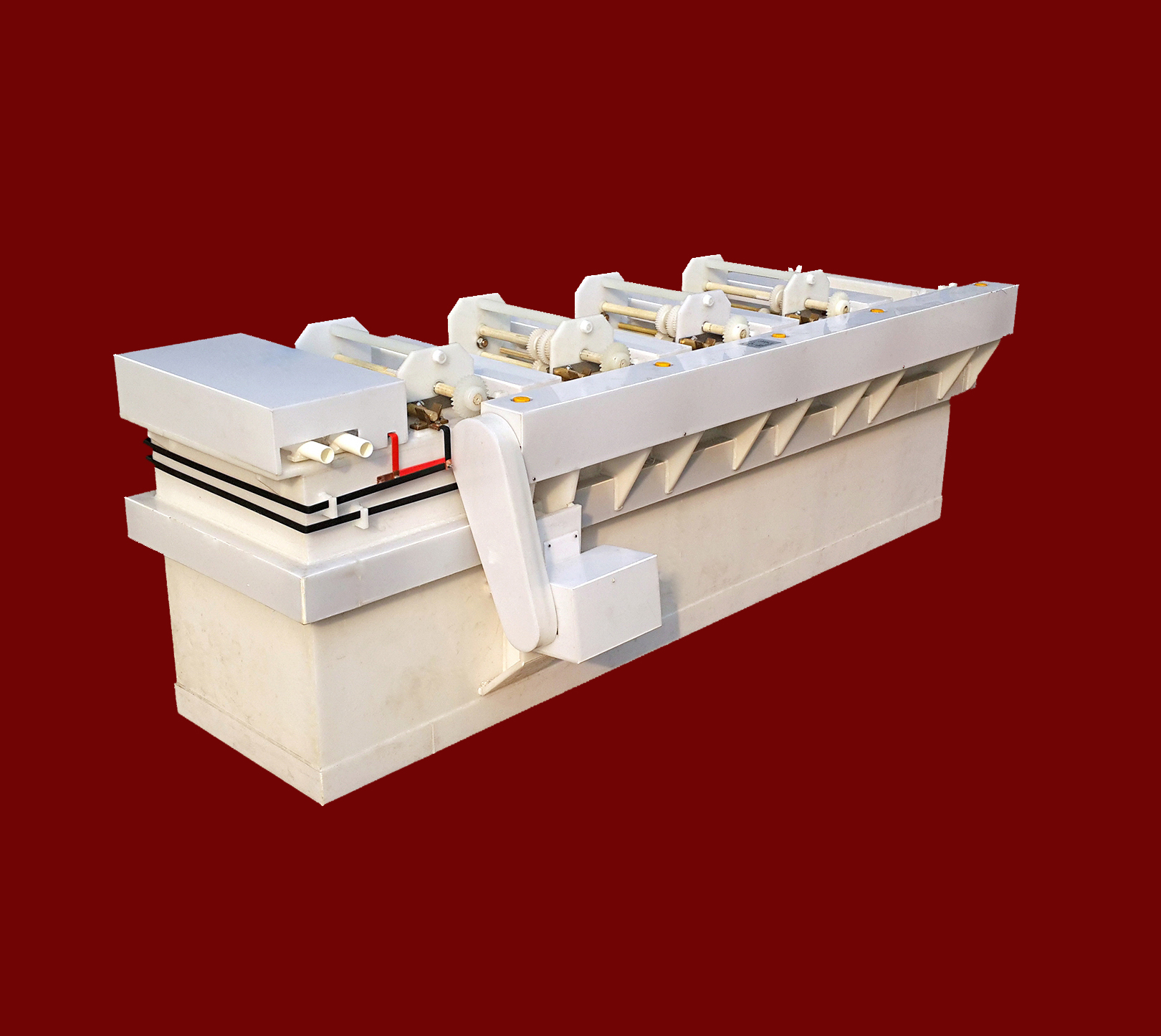
一、钕铁硼电镀的基本常识(一) 钕铁硼材质的特殊性对电镀产生较大的影响。 (1)钕铁硼材质化学活性较强,这种特性: ①影响镀前处理时用酸、用碱均不宜太强; ②预镀(或直接镀)时若选择简单盐镀液,易造成零件氧化而影响镀层与基体的结合力; ③难以选择大尺寸滚筒,否则混合周期影响大,零件氧化严重。 (2)磁功能材料的影响: 钕铁硼产品为磁功能材料,需要协调好镀层的种类、组合及厚度等与产品磁性能的关系。 (3)表面物理性质(1)的影响: 钕铁硼表面疏松多孔、粗糙不平,这既给镀前处理带来较大负担,且预镀(或直接镀)工艺难以选择镀层结合力好、耐蚀性好但电流效率低的络合物镀液(如碱铜、柠檬酸镀镍等)。 (4)表面物理性质(2)的影响: 钕铁硼材质脆性大、易受磕碰,这既增加工人操作上的困难,又难以选择大尺寸滚筒,从而影响劳动生产效率的提高。 二、钕铁硼电镀的基本常识(二) 1.镀前处理 倒角→水洗→电解除油→水洗→超声除油→水洗→酸洗→水洗→超声水洗→活化→水洗→超声水洗→电镀。 2.化学浸镀 钕铁硼材质化学活性较强,零件活化后应尽快上镀,否则极易因零件表面氧化造成镀层与基体结合力不良。化学浸镀上镀速度远高于电镀,可有效减缓施镀过程中零件表面的氧化进程,从而保证镀层与基体的结合力。钕铁硼化学浸镀可选用化学浸锌或化学浸镍工艺。 3.滚镀锌 钕铁硼材质化学活性较强,镀锌层难以对基体起到明显的阳极保护作用,因此对镀层的致密度要求较高。而目前多采用的氯化钾镀锌工艺(或硫酸盐镀锌+氯化钾镀锌)得到的镀层致密度稍差,且镀层含大量表面活性剂,则镀层及钝化膜质量不高,所以钕铁硼镀锌多用于档次不高或使用环境不太差的产品。 4.滚镀镍 钕铁硼滚镀镍多采用滚镀镍-铜-镍工艺组合,其镀层的结合力、耐蚀性、装饰性等均较好,对磁体磁性能的影响适中。预镀镍一是为提高镀层结合力,二是为随后的镀铜打底,多采用滚镀暗镍工艺。镀铜加厚既提高组合镀层耐蚀性,又减小对磁体磁性能的影响,多采用滚镀焦铜工艺。面层镀亮镍。 若需进一步提高镀层耐蚀性,则选用化学镀镍工艺。化学镀镍层孔隙率低,耐蚀性好,且若对镀层磷含量进行控制,可将对磁体磁性能的影响降至最小。 三、钕铁硼电镀的基本常识(三) 钕铁硼电镀滚筒的特点。 1.“小而多” “小”指滚筒装载量小(3~5kg), “多”指滚筒数量多,滚筒的“小而多”满足了钕铁硼电镀“质”和“量”的双重要求,从而构成了钕铁硼电镀的一大特色。 2.滚筒透水性 钕铁硼滚筒要求透水性好,便于使用大的电流密度,以加快上镀速度,提高镀层结合力,还可提高深孔或复杂零件孔内或深凹部位的镀覆能力。 3.滚筒转速 钕铁硼滚筒转速应可调,以满足不同零件、不同质量要求等的需求。 4.滚筒开门 钕铁硼薄壁、细小零件较多,滚筒开门应密实、不夹卡零件。 5.“喷流” 应视情况增加“内喷流”、“外喷流”,以改善滚筒内溶液循环,及改善紧贴滚筒内壁表层零件附近的金属离子浓度,减轻“滚筒眼子印”,加快镀层沉积速度。 四、钕铁硼电镀设备系列方案 (一)方案一——手工滚镀生产线 ①常规的钕铁硼手工单镀种滚镀生产线包括: a、滚镀锌生产线; b、滚镀底镍生产线; c、滚镀铜生产线; d、滚镀亮镍生产线。 ②每个单镀种滚镀生产线均由若干个“四头机单元”组成。每个“四头机单元”包括: a、1台GD型四头机; b、1台GD型四头机专用电气控制柜(配电柜); c、其他辅助设备。 下面就每个“四头机单元”的三大组成部分逐一详细说明。 1.GD型四头机 (GD-5S/W型四头机) 每台四头机由1台镀槽带传动和4只滚筒带支架组成。 (1)镀槽带传动 技术参数及规格见下表: 型号 材质 外形尺寸(长r宽r高mm) 镀槽容积(L) GD-S 纯PP 2100r750r850 585 GD-S/W 纯PP 2200r800r900 585 GD-S-B 纯PP 2100r750r850 585 GD-S/W-B 纯PP 2200r800r900 585 说明:①GD-S:普通型标准配置,即“一拖四”,滚筒为变档调速形式,适用于滚镀锌、滚镀铜、滚镀镍等。 ②GD-S/W:在GD-S基础上加保温功能,滚筒为变档调速形式,适用于滚镀铜、滚镀镍等溶液需要加温的镀种。 ③GD-S-B:在GD-S基础上增加变频调速器,滚筒既可变档调速也可变频调速(即无极调速)。 ④GD-S/W-B:在GD-S/W基础上增加变频调速器,滚筒既可变档调速也可变频调速(即无极调速)。 (2)滚筒带支架 (GD-5型滚筒带支架) (GD-C细小零件滚筒带支架) 技术参数及规格见下表: GD-2.5型 (280×Ø120) GD-3.5型 (280×Ø 140) GD-5型 (280×Ø 170) 网孔 2mm×2mm - 2mm×2mm 1mm×1mm 1mm×1mm 1mm×1mm 0.5mm×0.5mm 0.5mm×0.5mm 0.5mm×0.5mm 0.3mm×0.3mm - 0.3mm×0.3mm 0.2mm×0.2mm - 0.2mm×0.2mm 方孔 2mm×2.5mm - 2mm×2.5mm 2mm×2mm (滚筒内壁带凸起) - 2mm×2mm (滚筒内壁带凸起) 0.7mm×5.5mm - 0.7mm×5.5mm - 0.3mm×5.5mm 圆孔 按要求定制 按要求定制 按要求定制 说明:滚筒材质纯PP ①圆孔滚筒 ②方孔滚筒(2r2.5) ③条形孔滚筒(0.7r5.5) ④条形孔滚筒(0.3r5.5) ⑤网孔滚筒(约0.2r0.2) ⑥网孔滚筒(1r1) 另外,四头机可配置钟形滚筒带支架,可与普通滚筒带支架共用,镀速快、镀层均匀性好、槽电压低、中途可抽取零件检测等,如下图所示。 钟形滚筒带支架 2、GD型四头机专用电气控制柜(配电柜) GD型四头机专用电气控制柜简称配电柜,采用集成化设计,将开关电源及“单元”内的所有电气控制部分集成在一起。每台配电柜包含如下内容。 (1)开关电源 ①一对四:即配置1台开关电源,1台开关电源对应4个滚筒。优点设备造价低,缺点每个滚筒的电流不能单独控制。 ②一对一:即配置4台开关电源,每台开关电源对应1个滚筒。优点是每个滚筒的电流既可单独显示,又可单独调节(即单独控制),灵活性强。缺点设备造价较高。 (2)四头机电机之电气部分 (3)自动控温器之电气部分 (4)添加剂自动添加装置之电气部分 (5)溶液PH值自控仪之电气部分 (6)过滤机之电气部分 (7)变频调速器之电气部分 配电柜采用集成化设计,虽然“单元”的滚筒操作方式为手工,但设备整齐、简洁、不失档次,且可多点实现自动化控制(如控温、加液、PH值等)。 3、其他辅助设备 钛电加热管及温控器、添加剂自动添加装置、溶液PH值自控仪、过滤机、阳极钛篮等。 添加剂自动添加装置及溶液PH值自控仪(二合一) 4、阴极移动挂镀槽 (1)移动次数:10-20次/分钟; (2)移动距离:5-10分米; (3)载重量:可选。 (二)方案二——半自动滚镀生产线 在四头机手工生产线的基础上,增加辅助工位、机架、手推行车等组成,原若干个“四头机单元”不变,原单镀种滚镀生产线形式不变。优点是工人劳动强度降低,一定程度上满足了清洁生产要求。 (三)方案三——自动滚镀生产线 在半自动滚镀生产线基础上增加程序控制,组成自动滚镀生产线,其他基本不变。优点是工人劳动强度大大降低,符合清洁生产要求,一定程度上解决了手工线、半自动线人为因素对产品质量带来的影响。
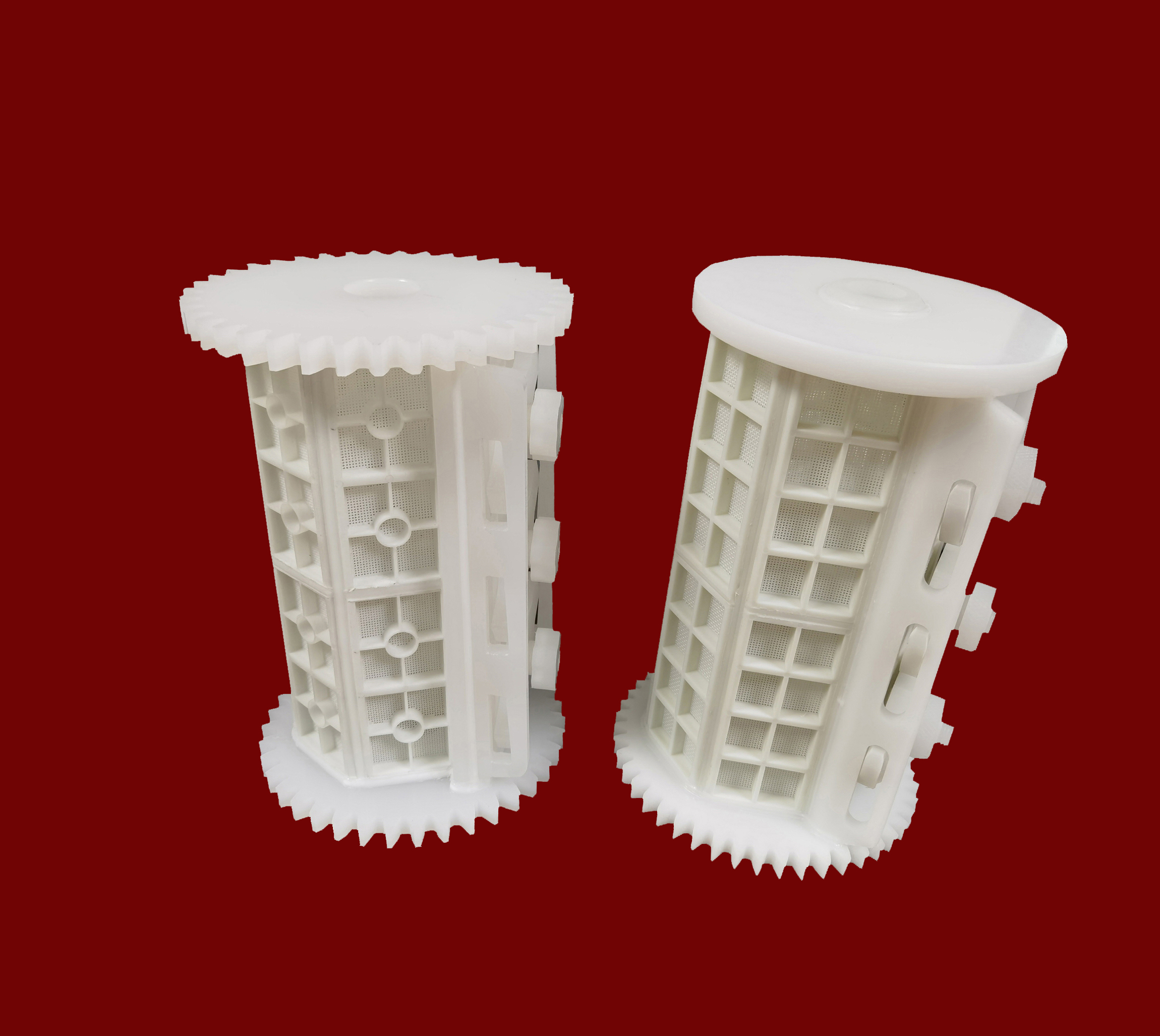
可参考"首页-技术资料-滚镀与振镀-钕铁硼零件滚镀要求什么样的滚筒?“ 一、钕铁硼零件滚镀所使用的滚筒,是一个“小而多”、细长形、耐磨、耐酸碱、耐高温、制作精细的滚筒,并且多为六角形。 钕铁硼细小网孔滚筒 钕铁硼细长形网孔滚筒 钕铁硼网孔滚筒 耐强碱的钕铁硼网孔滚筒 钕铁硼网孔滚筒 钕铁硼曲壁网孔滚筒 钕铁硼化学镀滚筒 钕铁硼网孔滚筒 二、钕铁硼零件滚镀所使用的滚筒,直径多在Φ100~Φ180mm,长度多在280~400mm,载重量多在3~5kg/筒或稍多。 钕铁硼滚筒 钕铁硼细小零件滚筒 钟形滚筒带支架 钕铁硼滚筒 钕铁硼滚筒 钕铁硼滚筒 三、我公司专业生产各种钕铁硼滚筒,已有三十多年的钕铁硼滚筒设计、制作历史,与钕铁硼电镀共成长至今。目前公司生产各种钕铁硼滚筒能力可达万只以上,完全可满足钕铁硼滚镀生产线厂家配套及钕铁硼电镀厂滚筒更新或增加等的要求。 钕铁硼双联滚筒 钕铁硼双联滚筒 钕铁硼双联滚筒 钕铁硼双联滚筒


